Featured activity
Proven performance: tubular running services optimise safety and efficiency
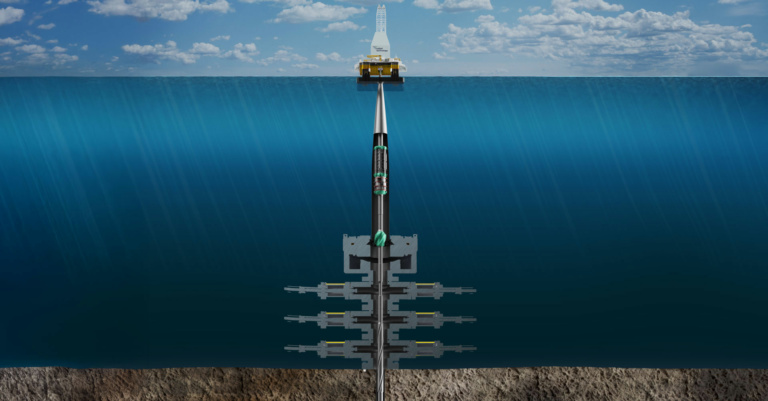
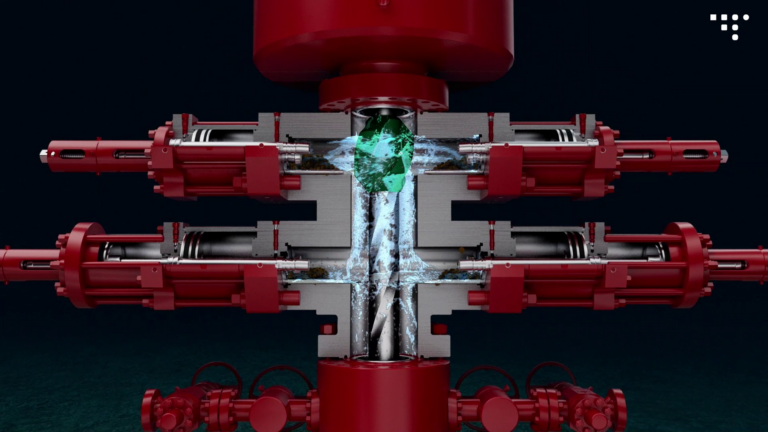
By Andrew Corrigan, Product Line Manager - TRS Key to operational and well integrity, tubular running services (TRS) are a critical part of the oil and gas drilling process. Historically associated with significant safety and non-productive time…
Read more